| 品牌:时代百超 | 型号:CJ2016 | 售后服务:整机质保1年 |
| 数控机床分类:数控钻床 | 主电机功率:7.5kw | 运动方式:点位控制 |
| 加工尺寸范围:2000*1600mm | 主轴转速范围:120-560rpm | 刀具数量:1 |
| 控制方式:闭环控制 | 控制系统:三菱 | 布局形式:立式 |
| 动力类型:电动 | 用途:金属成型 | 适用行业:钢结构建筑 |
| 是否跨境货源:否 |
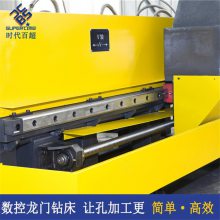
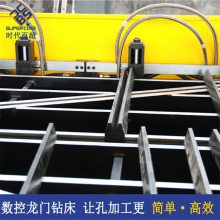
双工作台数控平面钻床主要用钢结构行业平板类工件的钻孔加工加工。
双工作台式数控平面钻床加工步骤:
1.工件定位和夹紧
根据待加工工件的尺寸决定是用一个工作台还是两个工作台同时用。如两个工作台同时用,可将两个工作台均处于工作位置,并固定住工作台。将工件放置在工作台上,紧靠夹紧油缸定位面,将工件夹紧,然后再加工。如果是用一个工作台,可先将工作台分别移动到机座两头固定住,装上待加工钢板后,踏动脚踏开关,将工件夹紧,再把工作台移动到工作位置,固定住。
2.编制程序

3.转速设定:
根据钻头直径及其他有关资料设定转速。该设备的转速已经根据钻头直径设定好,无需用户调整。使用时只需输入所用钻头的直径,设备就会自动调整到合适的转速。
4.进给速度设定:
根据切削手册或实际经验,确定进给速度,该设备的进给速度已经根据钻头直径设定好,用户可以根据实际使用情况灵活调整。具体调整方法请参考上位机编程说明书。
5.自动运转的操作:
设备必须满足能够自动运转的条件,此时“机器准备好”指示灯亮。按“程序启动“按钮,机床进入自动运转状态,自动加工出符合设定要求的工件。
6、回参考点的操作:
按一下“回零”按钮,使动力主轴回到最上位;然后操作CNC将X、Y,回参考点。回参考点时请注意:一定要首先执行一下“主轴上升、下降”,使动力头下降至主轴参考点开关以下,这样可以减少回参误差,在回参考点的过程中,X轴与Y轴的速度将变得很慢,所以一定要耐心等待,直到***回到参考点为止。
7、安全须知及注意事项:
数控平面钻床由于采用了自控行程钻削动力头,当钻头接触工件后,由快进改为工进,工件钻透后,钻头自动快速返回。因此,支承工件的支承条须躲开所要加工的孔的位置。否则,当工件钻透后,钻头不能快速返回,而直接继续向下钻孔,直到下行至最下端才返回。这样就会破坏工件支承条或柜式支承架,甚至可移动式工作台。这一点操作者须牢记。该机床有两个工作台,当一个工作台上的工件在进行加工时,另一工作台可移动到机座头部进行工件的安装和拆卸。工件的夹紧和松开由脚踏开关控制。